
The demands on instrumentation systems designed for offshore applications continue to mount inexorably. There is a renewed focus on safety and reliability, driven by high profile accidents such as the Macondo/Deepwater Horizon oil spill in the Gulf of Mexico, but cost is also an increasingly sensitive issue, especially in light of the ongoing slide in world oil prices. On top of this, as the oil and gas industry strives to recover product from deeper and less accessible reserves, instrumentation systems need to be capable of operating at much higher pressures. One area of concern is the type of connections that are used for small bore valves and tubing, especially on subsea equipment designed for long life cycle projects. There is a growing need for a more cost-effective, high integrity connection system for medium pressure instrumentation applications.
Until now, engineers have tended to standardize on cone and thread connections for instrumentation applications above about 15000 PSI (1034 bar). Pioneered by Autoclave Engineers – now a Parker company – these are a popular choice for high integrity applications, but their correct make-up requires time and skill. It can take a fully trained installer up to 10 minutes to make a single cone and thread connection. If the system contains a large number of these types of connections, they can significantly impact build time and overall project costs.
Parker Autoclave Engineers has responded to the need for a more cost-effective solution by developing a revolutionary new type of tube connection that is designed for pressures up to 22500 PSI (1550 bar). Known as flared cone connection (FCC) technology, this patent-pending method combines the make-up and installation simplicity of compression style connections with the reliability of cone and thread. In fact, tests have shown that a flared cone connection is actually stronger than the tube itself, completely eliminating a perceived threat that has long been a concern of the offshore sector. The tube flare acts as an anti-ejection mechanism and provides the primary seal, while the connection’s compression sleeve provides a secondary seal for additional security.
Fast connection make-up and installation
Flared cone connections are made up in a similar manner to Parker’s MPI double ferrule and QSS single sleeve compression fittings, using a hydraulic press and a die to perform a simple presetting process. This is followed by one extra step to flare the tube end, using a second die. The process is quick, clean and simple – it does not use cutting oils and generates barely any swarf.
After cutting the tube square and deburring it, and sliding on the gland nut and compression sleeve, the sleeve is set using the first die and then a flare is formed in the tube end by using the second die. Both operations are performed with prescribed hydraulic pressures – there is no guesswork or trial and error involved. The entire process typically takes less than two minutes and requires only minimal training. Installing flared cone connections is equally fast and simple – it merely involves using a torque wrench to tighten the gland nut in the fitting or valve.
Fig 1. Flared cone connections on tube ends comprise just three components – the tube, a single compression sleeve, and the gland nut.

Unique safety features
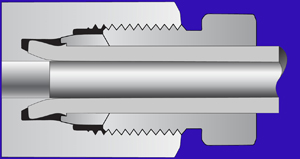
A unique feature of FCC technology is that it creates double integrity metal-to-metal seals – the connections are the first on the market to provide this capability. When the gland nut is tightened, the internal surface of the anti-ejection flare mates with the cone in the fitting or valve to form the primary media seal. The compression sleeve then mates with the body of the component to form a redundant secondary metal-to-metal seal; this acts as an environmental seal to prevent the ingress of water into the media, and also preserves the integrity of the connection in the unlikely event that the primary seal fails.
Another key advantage of FCC technology is that it is inherently vibration proof. When the tube flare is torqued and in compression, there are balanced opposing forces created by the flare and the compression sleeve. This combination of balanced forces fully supports the entire length of the connection. This means that vibration is completely controlled, obviating the need for any anti-vibration gland assemblies. These are often used to provide extra security in offshore oil and gas applications, and can further increase the time taken to complete a cone and thread connection.
Fig 2. Flared cone connections create two high integrity metal-to-metal seals.
Wide Choice of Components
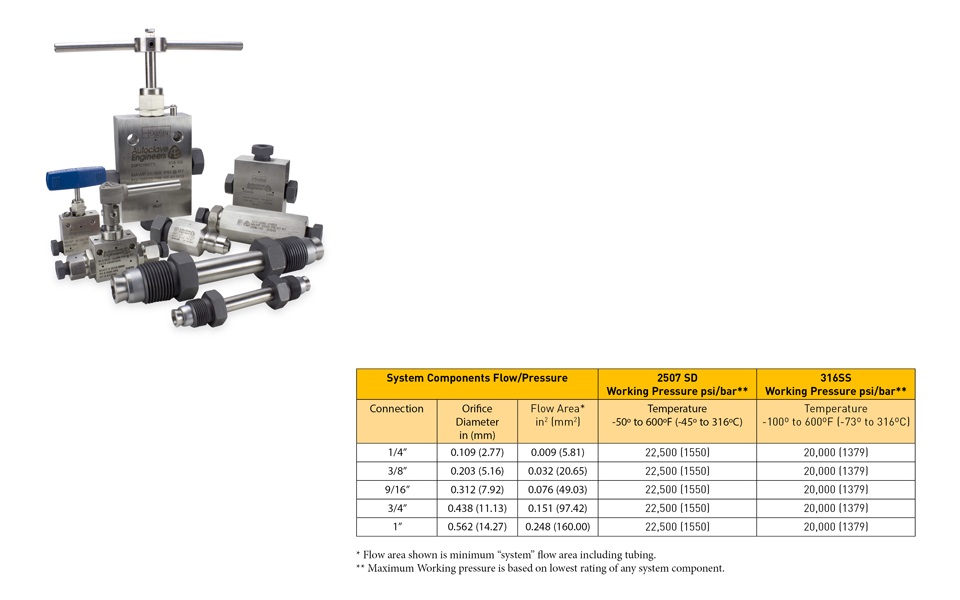
An extensive range of components that use FCC technology is available now, including two- and three-way needle valves, two- and three-way ball valves with electric and pneumatic actuator options, straight and bulkhead-mounting couplers, plus elbow, tee and cross fittings. There is also, of course, an extensive choice of austenitic cold-drawn stainless steel tubing, manufactured specifically for medium pressure (up to 22500 PSI) applications that require a combination of strength and corrosion resistance.
Every Parker instrumentation component that offers FCC technology is available in 1/4″, 3/8”, 9/16”, 3/4″ and 1” connection sizes, with a choice of 316 stainless steel and 2507 super duplex stainless steel. The 316SS versions have a maximum allowable working pressure (MAWP) of 22000 PSI (1379 bar) and a temperature range of -73 to 316˚C (-100 to 600˚F), while the 2507SD versions have a pressure rating of 22500 PSI (1550 bar) and a temperature range of -45 to 316˚C (-50 to 600˚F).
Fig 3. FCC technology is available for a wide range of valves, fittings and adapters
To find out more about Parker’s Autoclave range, please feel free to fill out the contact form and a member of KC Controls will be in contact with you.
*This blog was sourced from: http://blog.parker.com/new-faster-tube-connection-technology-for-medium-pressure-applications and all rights off the blog belong to Parker Hannifin


